English
English русский
русский Español
Español عربى
عربى Português
Português 日本語
日本語 한국어
한국어


浙江祝发精密陶瓷科技有限公司是一家专注于先进陶瓷材料与精密陶瓷结构件定制加工的制造型企业,总部位于中国长三角核心区域——浙江绍兴。自2022年成立以来,祝发始终秉持“严选优材,智造求精,检验入微,服务秉诚”的理念,致力于为各地工业客户提供稳定可靠的陶瓷产品与个性化解决方案。公司拥有30,000㎡现代化厂房和50余台核心设备,包括干压成型机、等静压设备、注塑机、高温烧结炉、CNC精雕机、平面磨床、无心磨床、冲子机、珩磨机等,具备从原料到成品的全流程生产能力,实现全过程自主可控。
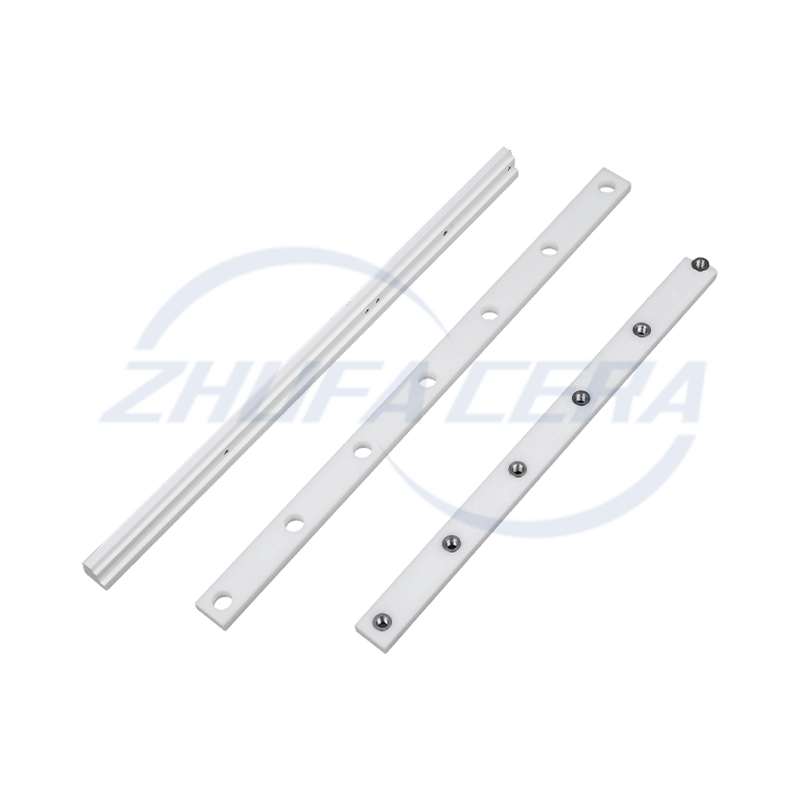
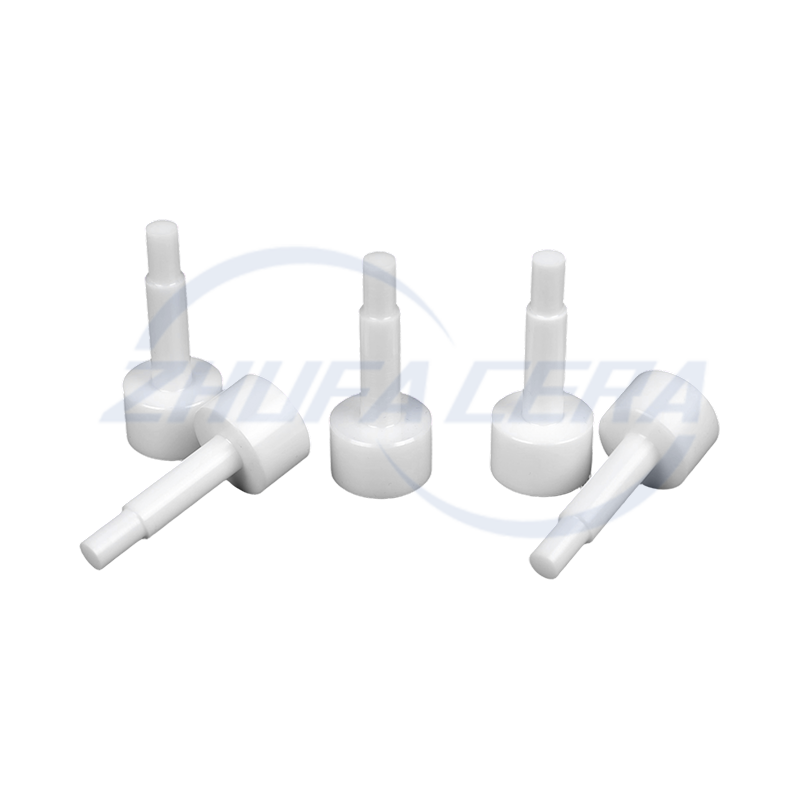
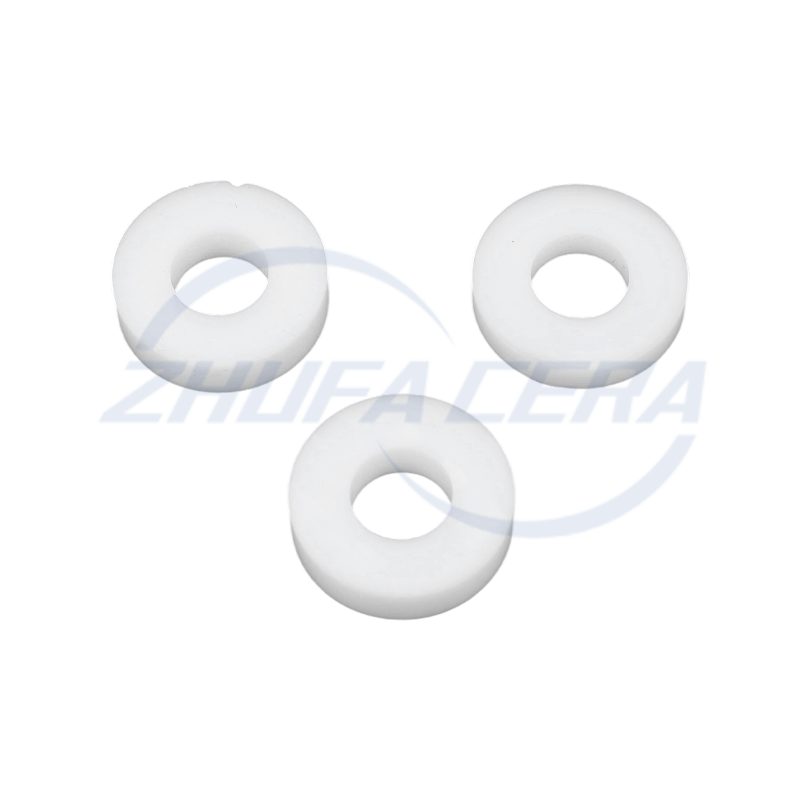
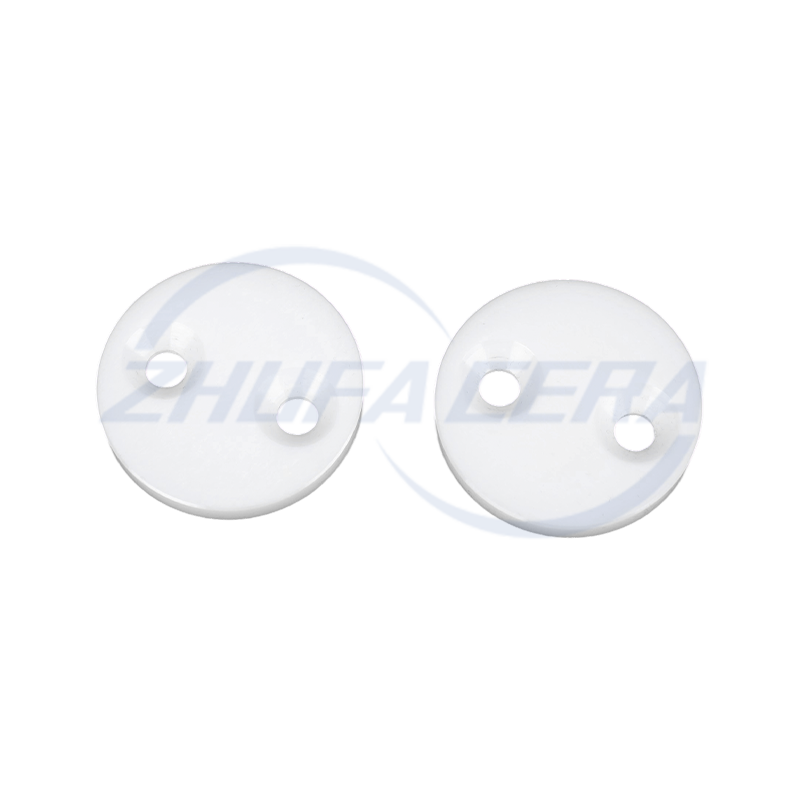
公司主营结构陶瓷产品涵盖氧化锆、氧化铝、氮化硅、碳化硅、氮化铝等多种材料,零件类型包括陶瓷棒、陶瓷管、陶瓷片、密封件及复杂异形件,广泛应用于半导体、医疗、新能源、自动化设备、激光技术、军工及精密仪器等领域。作为工贸一体的源头工厂,祝发支持来图定制、快速打样、小批量柔性生产与OEM合作。自成立以来,公司累计研发投入已超过1,000万元,并持续优化材料配方与加工工艺,始终以质量为核心、交付为保障、服务为驱动,为客户创造长期价值。