English
English русский
русский Español
Español عربى
عربى Português
Português 日本語
日本語 한국어
한국어

在先进制造与工业应用中,精密陶瓷(如氧化铝、氧化锆、氮化硅、碳化硅)因其高硬度、耐磨损、耐高温和抗腐蚀等特性,已成为不可或缺的核心材料。然而,由于陶瓷材料固有的高脆性以及在高温烧结过程中面临的剧烈体积收缩(收缩率通常在 15% 至 25% 之间),其结构件的设计与制造具有极高的挑战性。非理性的结构设计往往会导致产品在烧结、机加工或实际服役中发生开裂、翘曲和变形。
本指南系统性地总结了精密陶瓷结构件定制过程中的核心设计防裂技巧、防变形策略以及工艺匹配规范,旨在帮助设计工程师优化产品结构,提高成品率,降低生产成本。
一、陶瓷材料特性与定制三大关键点
在启动任何陶瓷定制项目之前,必须从全局视角审视以下三个相互制约的核心要素。
- 材料选择
材料的物理与化学特性决定了结构件的性能上限。下表列出了四种主流精密陶瓷材料的核心特性及典型应用场景。
|
材料名称 |
核心物理化学特性 |
工业典型应用场景 |
|
氧化铝 |
高性价比、高硬度、耐磨损、绝缘性极佳、耐高温(最高可达1600°C以上)。 |
电子绝缘件、耐磨衬板、陶瓷基板、真空腔体组件。 |
|
氧化锆 |
室温下具有陶瓷中最高的强度和韧性(“陶瓷钢”),热膨胀系数接近金属,热导率低。 |
光纤插芯、陶瓷刀具、医疗植入物(如牙科)、柱塞泵塞体。 |
|
氮化硅 |
极佳的抗热震性(耐急冷急热)、高强度、耐磨损、密度低、摩擦系数小。 |
高速精密轴承滚珠、汽车发动机零部件、焊接定位销。 |
|
碳化硅 |
极高硬度(仅次于金刚石)、超高导热率、极佳的耐高温和耐强酸碱腐蚀能力。 |
半导体晶圆导轨、机械密封环、高温炉具、防弹装甲。 |
- 尺寸精度与加工余量
- 烧结公差:直接烧结出来的“生坯”在变成“熟坯”后,由于收缩不均,公差通常只能控制在 ±1% 或 ±0.1mm 左右。
- 精加工余量:对于配合精度要求极高(如微米级μm)的接口,必须在设计时留出 15mm - 0.3mm 的金刚石砂轮磨削余量。
- 成型工艺匹配
根据生产批量与结构复杂度选择工艺:干压成型适用于大批量简易扁平件;冷等静压 (CIP)适用于大尺寸、棒材或管材毛坯;陶瓷注射成型 (CIM)则适用于结构极复杂的立体三维小零件,但开模成本高。
二、防裂与防变形核心设计技巧
- 壁厚设计:追求“绝对均匀”
壁厚不均匀是陶瓷件在烧结和冷却过程中开裂的头号杀手。厚部和薄部的热胀冷缩速度不同,会产生巨大的内应力。
- 避免厚薄悬殊:尽量保持整体壁厚一致。若结构上必须有厚度变化,应采用缓和的斜坡过渡,绝对避免90° 的骤变台阶。
- 工艺减重孔:对于厚重的实体部分,应设计盲孔、通孔或背面掏空(挖槽),在保证机械强度的同时减少局部肉厚。
- 拐角设计:全锐角化圆(R角规范)
陶瓷对尖角处产生的“应力集中”极其敏感。尖锐的内角或外角在受到热冲击或机械受力时,极易演变为裂纹的源头。
- 内/外圆角半径:所有的转角、台阶过渡处均需设计圆角。建议内部R 角至少大于 5mm(推荐 R ≥ 1.0mm)。在空间允许的情况下,R 角越大,结构刚性越强。
- 装配清角槽:若因配合金属件需要而必须保留90° 外直角,应在内角处向内设计一个“退刀槽”或“盲孔”,将应力释放区从直角顶点移开。
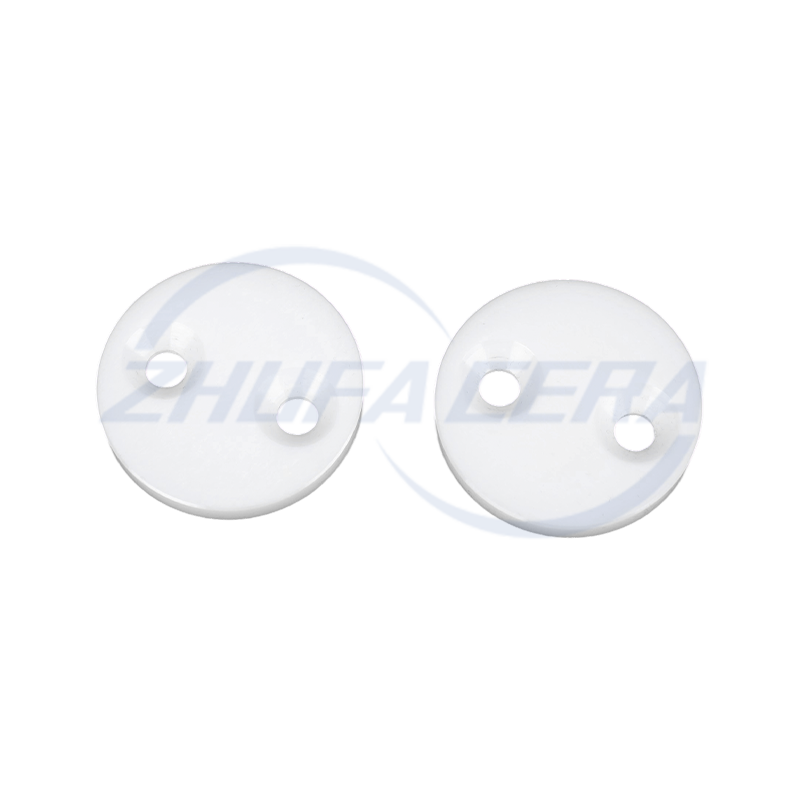
- 孔与边缘设计:防止烧结拉裂与边缘崩裂
在陶瓷件上开孔(如螺丝孔、减重孔)时,孔的位置和形状对成型质量影响极大。
- 临界边缘距离:孔壁到陶瓷件外边缘的距离、以及两孔之间的净距离,必须大于孔径的5 倍。距离过近会导致薄弱区域在烧结收缩时被两端拉裂。
- 孔口倒角:所有通孔和盲孔的孔口边缘均应设计45° × 0.3mm-0.5mm 的倒角,以防止在后道磨削加工或实际装配时发生崩边。
- 避免异形孔:尽量采用标准正圆孔。尽量避免设计长条孔、方孔或带尖角的特殊孔,这类孔在收缩时各向异性明显,周边极易产生微裂纹。
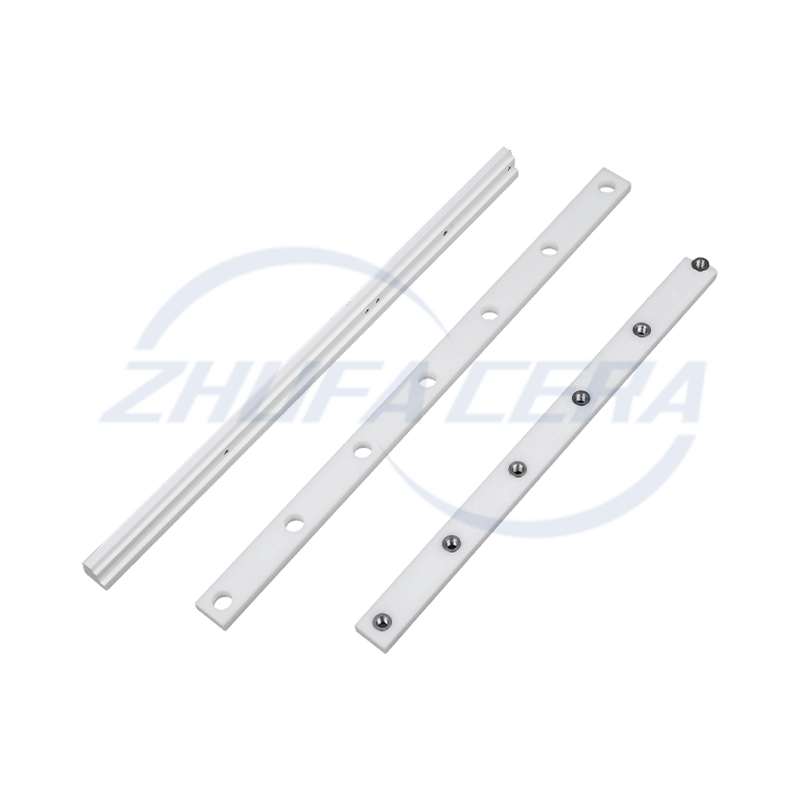
- 消除大平面:对抗翘曲变形
由于烧结时重力、摩擦力以及炉温微小差异的影响,面积大而薄的平板件极易发生翘曲变形(俗称“香蕉弯”)。
- 设置加强筋:在平板件的背面设计十字形、井字形或放射状的加强筋,能够显著提升刚性,锁定收缩方向。
- 局部凸台设计:若某平面需要作为装配接触面,不要将整个大平面都做成高精度的精密接触面。应在螺孔或关键配合点周围设计微小的局部凸台,后续精加工时仅对凸台表面进行磨削,不仅节约加工成本,还能有效规避整体平面翘曲的影响。
- 对称性设计:平衡烧结拉力
陶瓷件在炉内烧结时,收缩力是四面八方相对均衡的。如果结构严重不对称,会导致拉力失衡,从而发生整体扭曲。
- 几何对称:尽量使结构件在二维或三维层面上保持中心对称、轴对称或形状对称。
- 工艺搭子(工艺支撑梁):对于非对称的开口形状(如C 形、U 形结构),设计时应在开口处人为增加一根“临时工艺连接梁”,使其在烧结时保持闭环对称结构。待烧结成型并磨削后,再用金刚石切片将这根临时梁切除。
三、精密陶瓷结构件设计规范速查表
以下表格整理了在设计精密陶瓷结构件时的错误做法与正确规范,供工程师快速查阅。
|
设计元素 |
错误做法(易裂 / 易变形) |
正确做法(安全、可制造性设计) |
|
转角与拐角 |
采用尖锐直角(90°)或极小的圆角。 |
尽可能加大圆角,设计内部与外部 R 角(R ≥ 0.5mm)。 |
|
截面壁厚 |
局部突然变厚、变薄,厚薄交界处无过渡。 |
保持壁厚绝对均匀。必须变速处采用缓和的斜坡过渡。 |
|
孔边距与间距 |
孔太靠近边缘或邻孔(间距 < 孔径)。 |
孔边距与邻孔间距≥ 1.5 倍孔径。 |
|
孔口与外沿 |
孔口呈锋利边缘,无倒角。 |
所有孔口、台阶边缘设计 45° 倒角(防崩边)。 |
|
大面积薄板 |
设计纯平、无支撑的大面积薄平板。 |
设计加强筋增加刚性,或改为局部凸台接触。 |
|
对称性结构 |
悬臂过长、单边严重不对称的开放式结构。 |
保持几何对称,或者引入工艺支撑梁(熟坯后切除)。 |
注:在实际项目开展过程中,强烈建议在结构设计初稿完成后,尽早与陶瓷正向工艺工程师进行面向制造的设计(DFM)评审,以便根据具体材料的机械特性进一步优化尺寸。