English
English русский
русский Español
Español عربى
عربى Português
Português 日本語
日本語 한국어
한국어

在特种陶瓷新产品研发阶段,开模动辄几万块的费用、长达数周的周期,往往成为横在工程师面前的一道“高墙”。如果产品设计还需要后期迭代,那前期的模具费极有可能直接打水漂。为了解决这个痛点,特种陶瓷领域近年来大力推行“无模具快速打样”技术。这不仅能帮企业省下不菲的开模费,还能把研发周期从几周缩短到几天。目前行业内主流、成熟的无模具打样方案,主要分为“增材制造(3D打印)”与“减材制造(精密机加工)”两大流派。
流派一:特种陶瓷 3D 打印
3D打印是真正的“无模”技术,它通过电脑CAD模型直接驱动设备,层层堆叠成型。对于结构极其复杂、内部有空心陷窝、流道或者拓扑优化结构的陶瓷件,这是唯一的选择。目前工业级特种陶瓷3D打印主要有以下两种主流技术。
1. 光固化成型
将陶瓷粉末高比例地混合在光敏树脂中,调制成陶瓷浆料。利用紫外光逐层照射固化,形成“排胶前的素坯”,最后经过高温排胶和烧结。
• 优势:表面光洁度极高,几乎可以媲美模具成型。尺寸精度高,通常可达 ±0.05 mm,非常适合做微型、精密的陶瓷零件。
• 适用材料:氧化铝、氧化锆等。
2. 选择性激光烧结
利用高能激光束直接扫描固化陶瓷粉末或混合了粘结剂的粉末。
• 优势:生产速度快,适合制造中大型结构件。
• 适用材料:碳化硅、氮化硅等共价键硬度极高、光固化较难处理的陶瓷材料。
流派二:陶瓷生坯/熟坯精密机加工
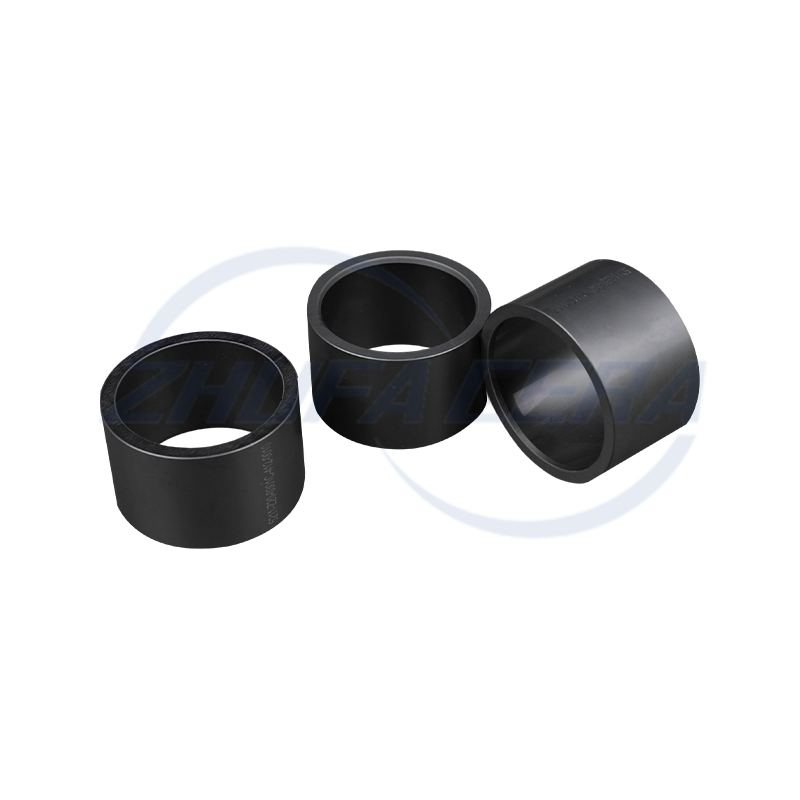
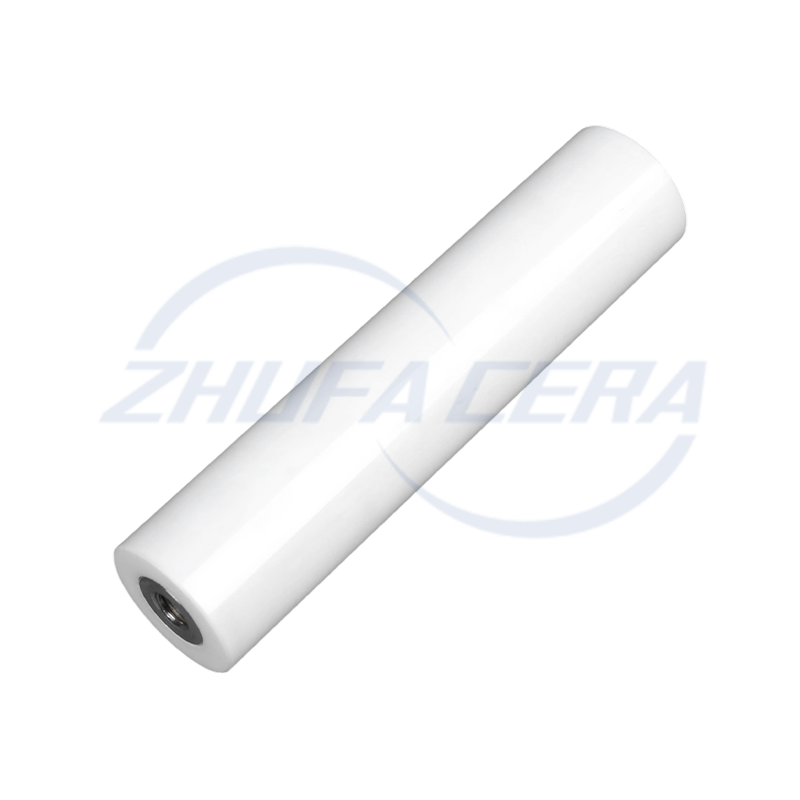
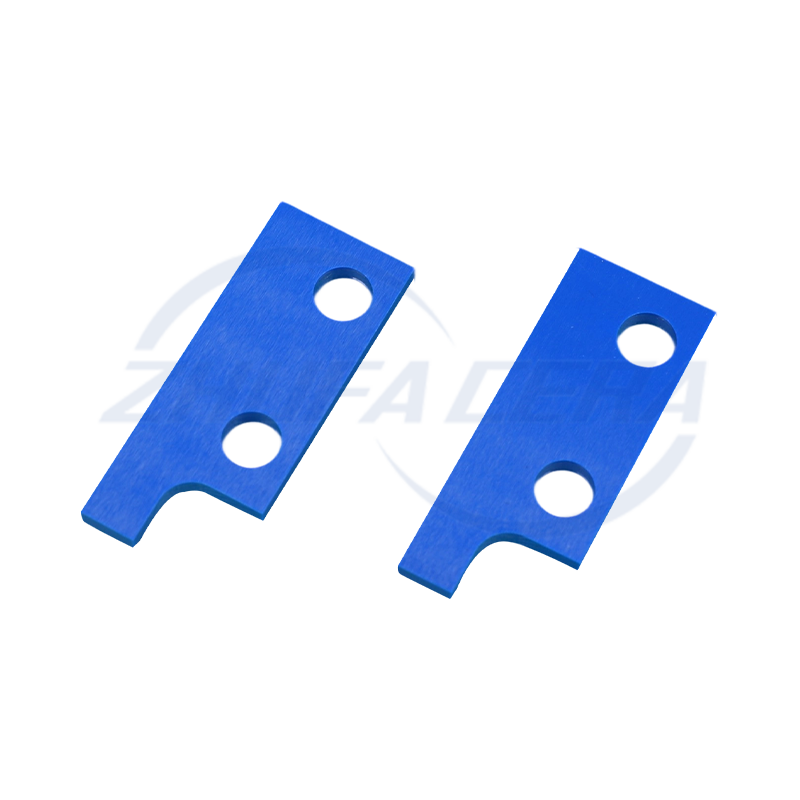
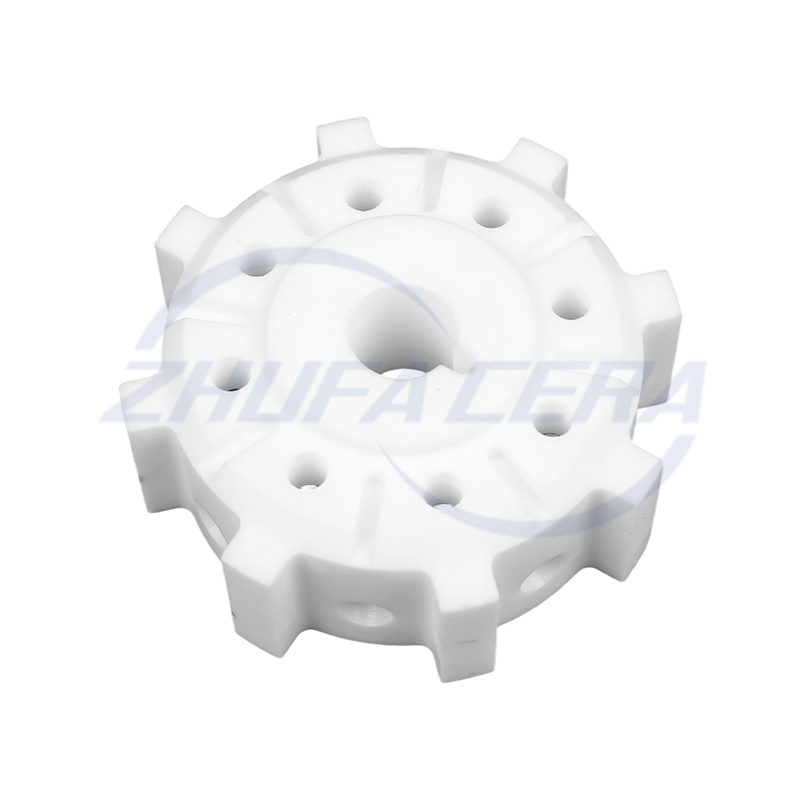
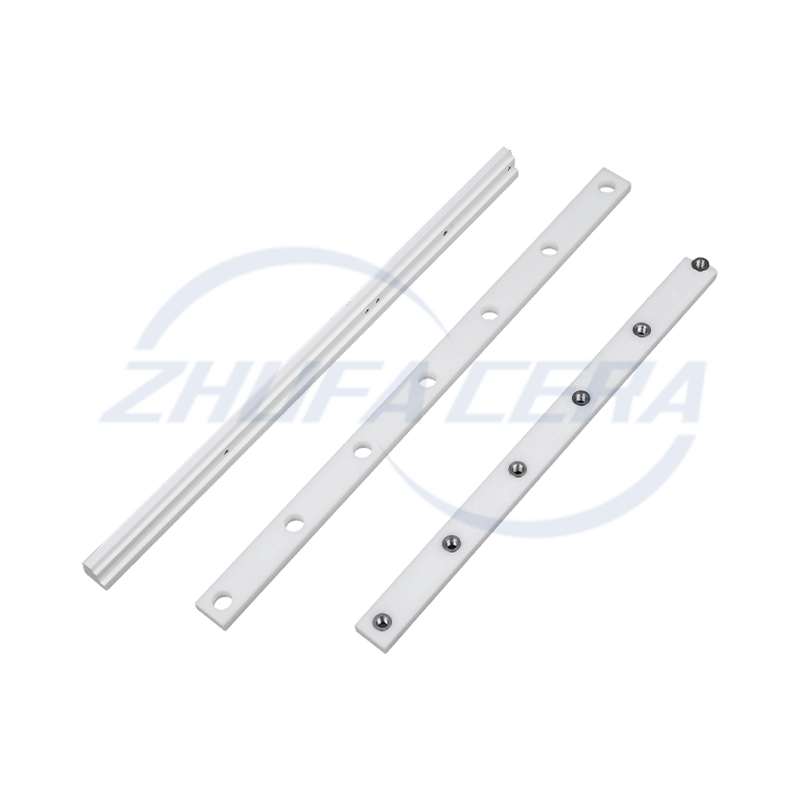
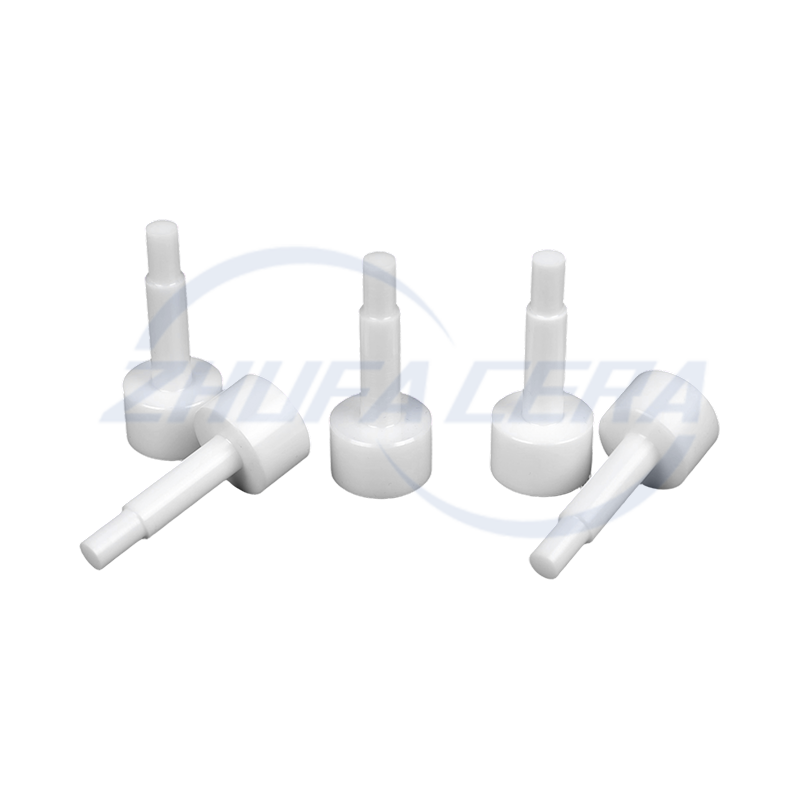
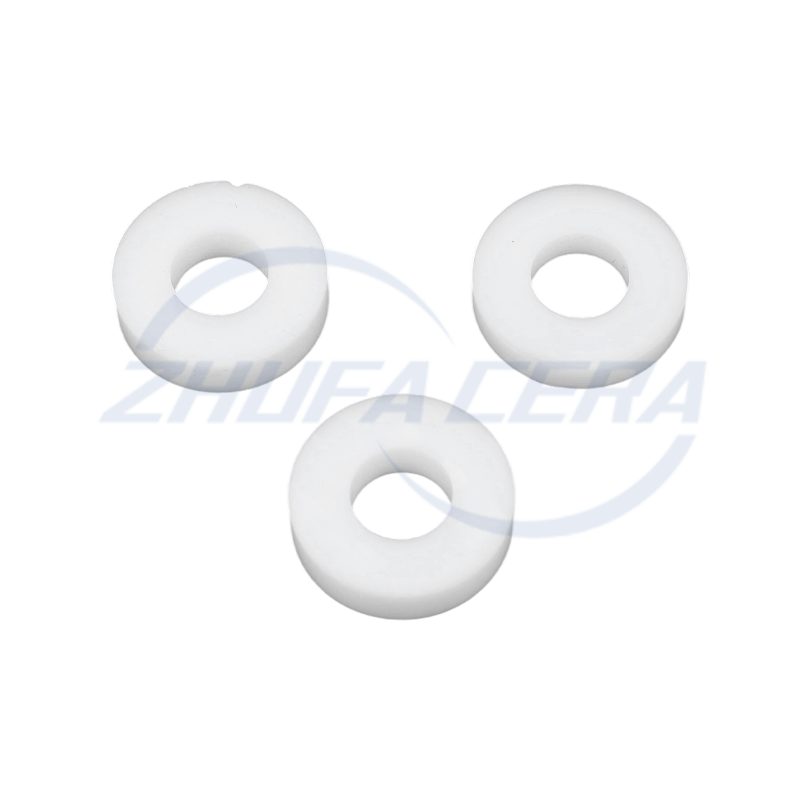
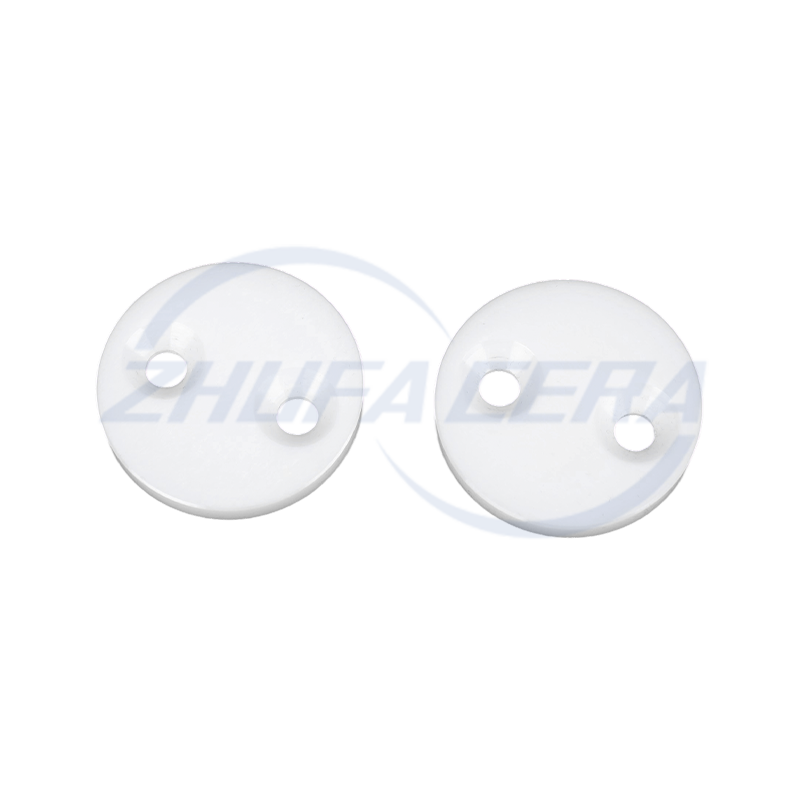
如果你打样的零件结构相对规则,如多孔板、轴类、套筒、法兰等,但对材质性能(密度、强度)要求极高,那么利用现有的标准块料进行机加工,是速度最快、成本最低的打样方式。根据加工时陶瓷所处的“状态”,又分为两种路线:
1. 生坯/陶瓷预烧体(瓷块)加工 —— “先软后硬”
在陶瓷粉末加压成型后、尚未经历最后一步高温全烧结之前(此时陶瓷像粉笔一样,硬度低,极易切削),直接使用标准的数控机床(CNC)进行车、铣、钻孔加工。• 优势:加工速度飞快,刀具磨损小,成本非常低。
• 难点:由于生坯在后面的高温烧结过程中会产生严重的体积收缩(通常收缩率在 15% ~ 25% 之间),因此必须依靠极其精准的尺寸收缩率放大计算。如果厂家经验不足,烧结出来的成品尺寸很容易超差。
2. 熟坯(全烧结陶瓷)精密硬加工 —— “硬碰硬”
直接拿已经经过高温烧结、完全致密化的标准特种陶瓷板材或棒材,使用金刚石刀具、超声波加工或者激光雕刻进行精细减材。• 优势:没有烧结收缩问题,尺寸精度和形位公差极高(最高可达微米级 μm),材质性能无任何打折。
• 适用场景:高纯氧化铝、气压烧结氮化硅、坚韧的氧化锆等。对于少量的样品,直接买现成板棒料让师傅用金刚石砂轮加工,通常几天就能拿样。
怎么选?“无模具打样”决策指南
在实际研发中,具体用哪种无模具打样技术,可以参考下面这个生动的对比维度:
|
评估维度 |
陶瓷3D打印 (增材) |
生坯CNC加工 (预烧体减材) |
熟坯精加工 (全烧结减材) |
|
结构复杂度 |
(极高,支持内腔流道) |
(中等,无法加工内盲孔) |
(较低,适合常规几何件) |
|
尺寸精度 |
(±0.05 ~ 0.1mm) |
(受烧结收缩影响,较难控制) |
(极高,可达微米级) |
|
材料力学性能 |
(致密度略低于传统模具) |
(与模具生产性能完全一致) |
(性能最好,各向同性) |
|
打样交期 |
3 - 7 天 |
2 - 5 天 |
2 - 4 天 |
|
主流适配材料 |
氧化锆、氧化铝 |
氧化铝、氮化硅、可加工陶瓷 |
各种商业化特种陶瓷 |









|
总结建议: • 如果您的设计包含复杂的仿生结构、内部曲折流道,首选 3D打印。 • 如果零件是常规的片状、轴状、管状,且对尺寸公差要求特别严,直接找具备特瓷加工能力的厂家做 熟坯硬加工 速度最快。 • 如果产品未来打算大批量做,目前只想低成本验证结构,可以尝试 生坯CNC加工,因为它使用的粉体和后续烧结工艺和未来量产最接近。 |