English
English русский
русский Español
Español عربى
عربى Português
Português 日本語
日本語 한국어
한국어

一、工业陶瓷生产工艺基础流程
工业陶瓷(也称先进陶瓷或工程陶瓷)的生产是一个将松散的无机非金属粉末转 化为具有高强度、耐磨损、耐高温或特殊电学性能的精密零部件的严谨过程。其标准的核心制造全流程通常包含以下五个主要阶段。

- 粉体准备将高纯度的原料进行精确配料。为了让粉末在后续成型中具有良好的流动性和结合力,需加入适量的有机粘结剂、润滑剂与分散剂,经过高性能球磨混料与喷雾干燥,制成粒径分布均匀的造粒粉。
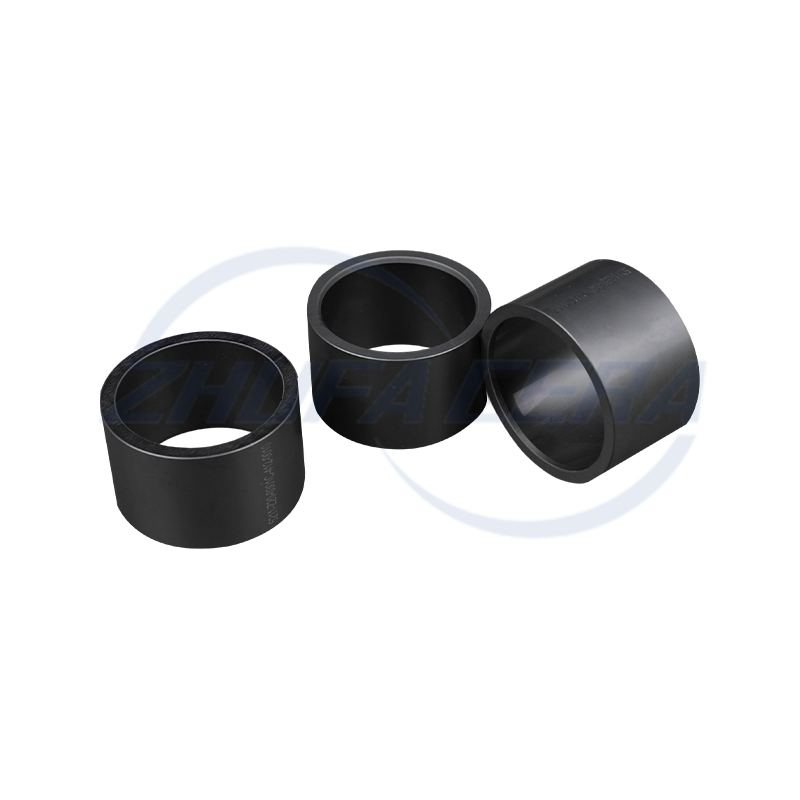
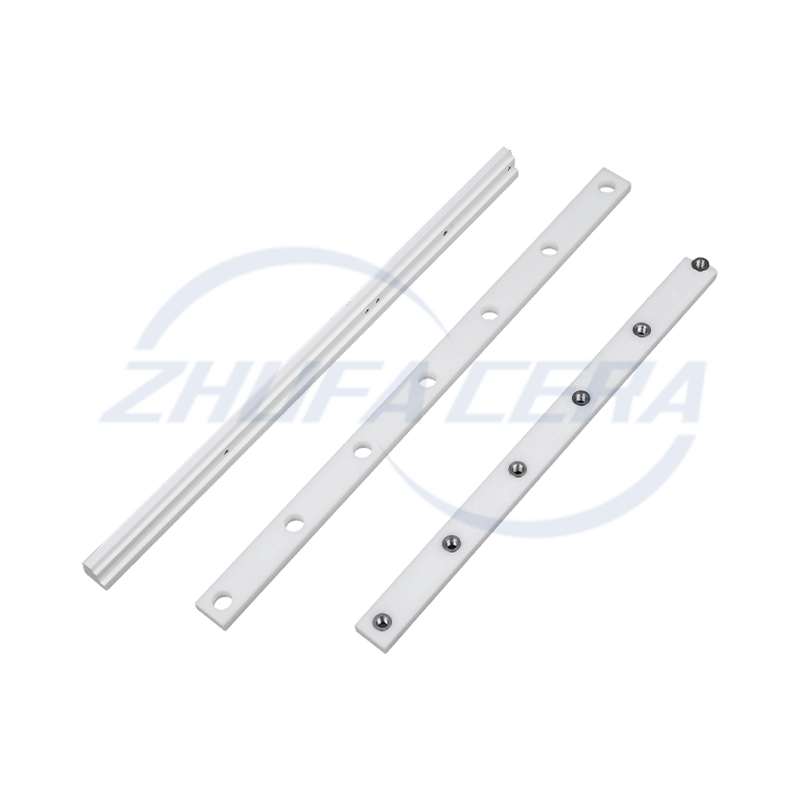
- 坯体成型根据产品的几何外形和量产规模,将造粒粉通过机械手段压制或注入模具。主要成型方法包括干压成型、冷等静压成型(CIP)、陶瓷注射成型(CIM)以及流延成型。
- 生坯加工与排胶 成型后的生坯含有大量的有机结合剂。在正式烧结前,必须放入排胶炉中,在空气中缓慢升温,使其发生热解或挥发(脱脂)。排胶后的生坯硬度低,极易进行打孔、切削等初步机械加工。
- 高温烧结这是陶瓷获得最终机械性能的关键一步。将排胶后的坯体放入高温烧结炉中,晶粒之间发生传质和键合,气孔逐渐被排出,坯体产生剧烈的体积收缩,最终实现致密化。
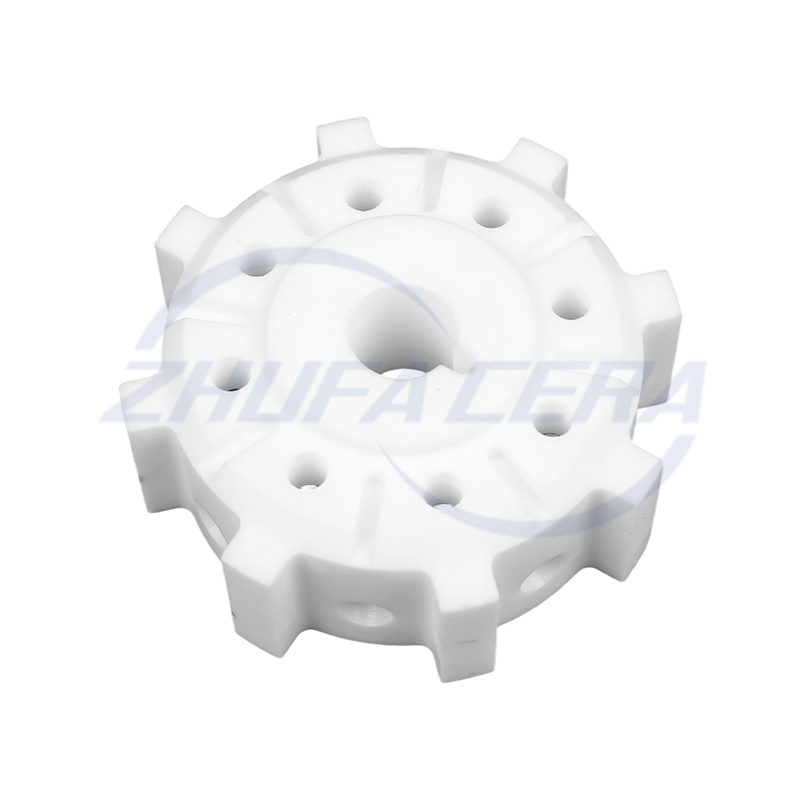
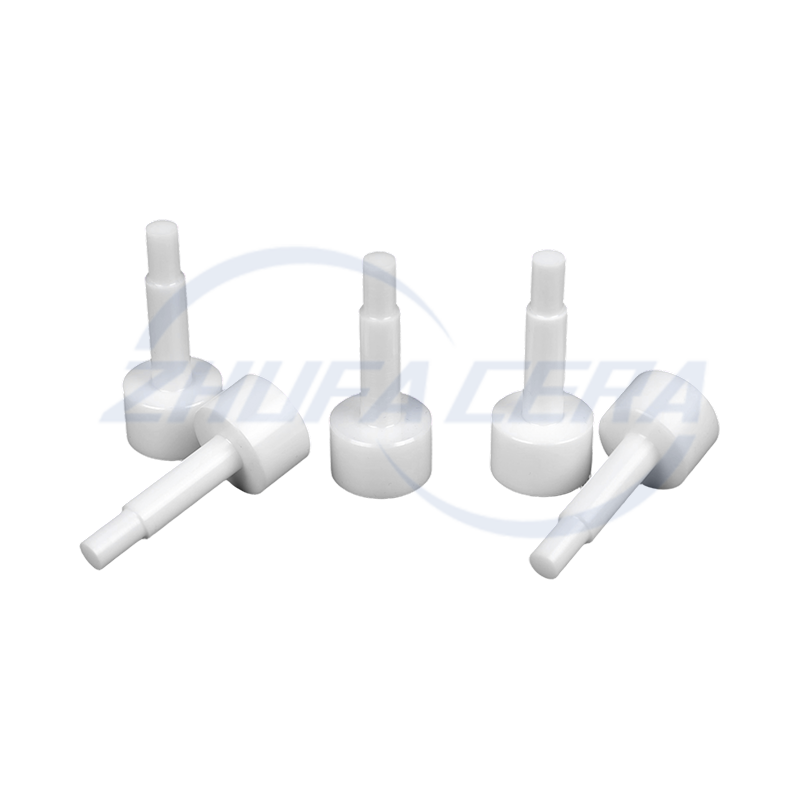
- 精密加工与检验 由于烧结后陶瓷具有极高的硬度(通常仅次于金刚石),且存在一定的烧结形变,若要达到微米级别的尺寸公差或镜面级表面粗糙度,必须通过金刚石磨轮、研磨膏进行硬态精密加工,最终通过三坐标等高精度仪器进行全面质检。
二、氧化锆与氮化硅的工艺特性对比
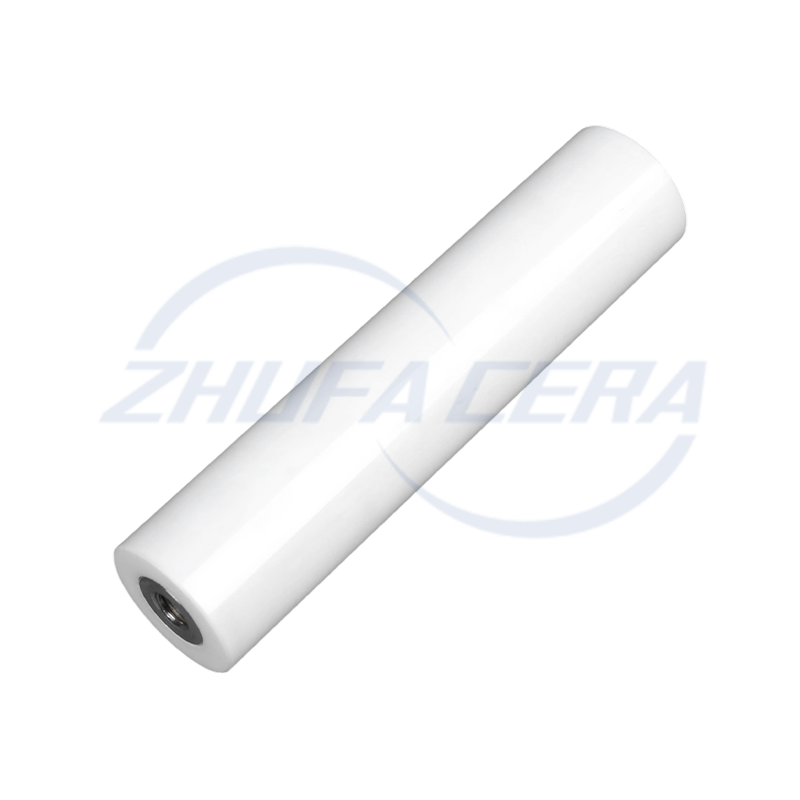
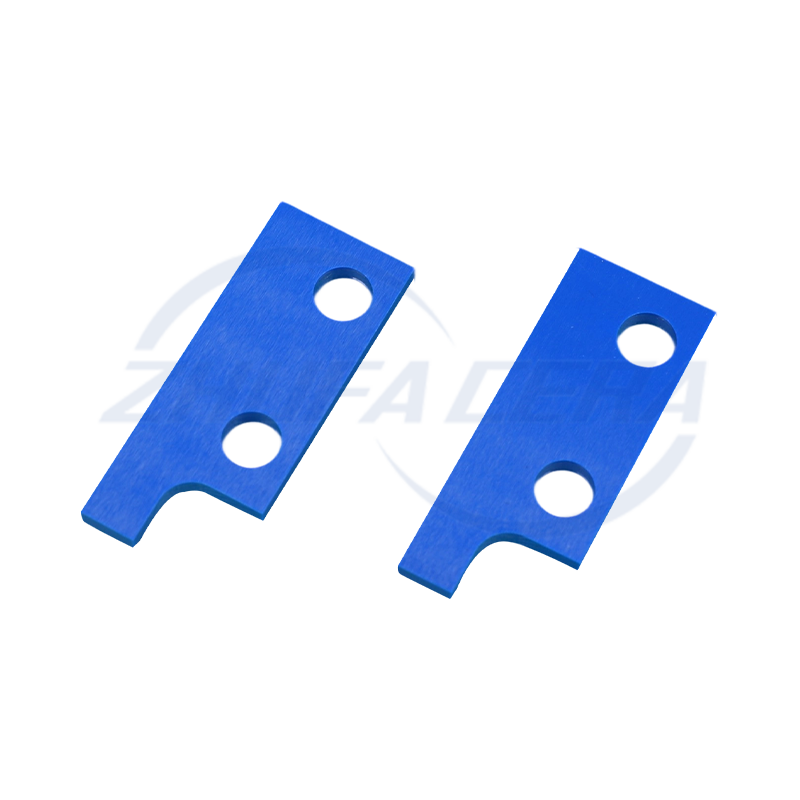
在现代先进结构陶瓷中,氧化锆和氮化硅代表了两种体系。前者是典型的氧化物陶瓷,具备出色的高韧性与美观度;氮化硅是高共价键的非氧化物陶瓷,在硬度、热震稳定性及极限高温环境下表现优异。以下为两者的关键生产工艺参数对比。
|
工艺维度 |
氧化锆陶瓷 (ZrO₂) |
氮化硅陶瓷 (Si₃N₄) |
|
典型烧结温度 |
1350°C - 1500°C在常压空气气氛下即可完成致密化,设备成本较低。 |
1700°C - 1850°C必须通入高压氮气(1-10 MPa)进行气压烧结,以抑制高温分解。 |
|
线收缩率控制 |
20% - 22% (大而稳定)粉体堆积密度均匀,模具放大系数计算规律性极强。 |
15% - 18% (相对较小但波动大)受液相助剂扩散及相变速度影响,尺寸控制技术难度高。 |
|
相变与体积效应 |
存在相变应力冷却时四方相转变为单斜相伴随3%-5%体积膨胀,需引入氧化钇等稳定剂防裂。 |
相变改性烧结时α相向β相转变,形成互锁的柱状晶交织结构,能够显著提升基体韧性。 |
|
主流成型工艺 |
干压/冷等静压、陶瓷注射成型(CIM)粉体密度大,流动性佳,易压实及大批量异形生产。 |
冷等静压(CIP)、成型粉体本征密度低,蓬松难压实,多采用多向高压CIP。 |
|
��工业落地生产要诀:工业陶瓷制造的核心在于‘温度-时间曲线’与‘收缩补偿’的完美契合。氧化锆的难点主要存在于烧结后的超硬磨削加工阶段(刀具损耗高、效率低);而氮化硅的核心壁垒则在于其严苛的超高温气压/热等静压烧结工艺,以及针对低熔点共价键液相传质的烧结助剂保密配方。 |