English
English русский
русский Español
Español عربى
عربى Português
Português 日本語
日本語 한국어
한국어

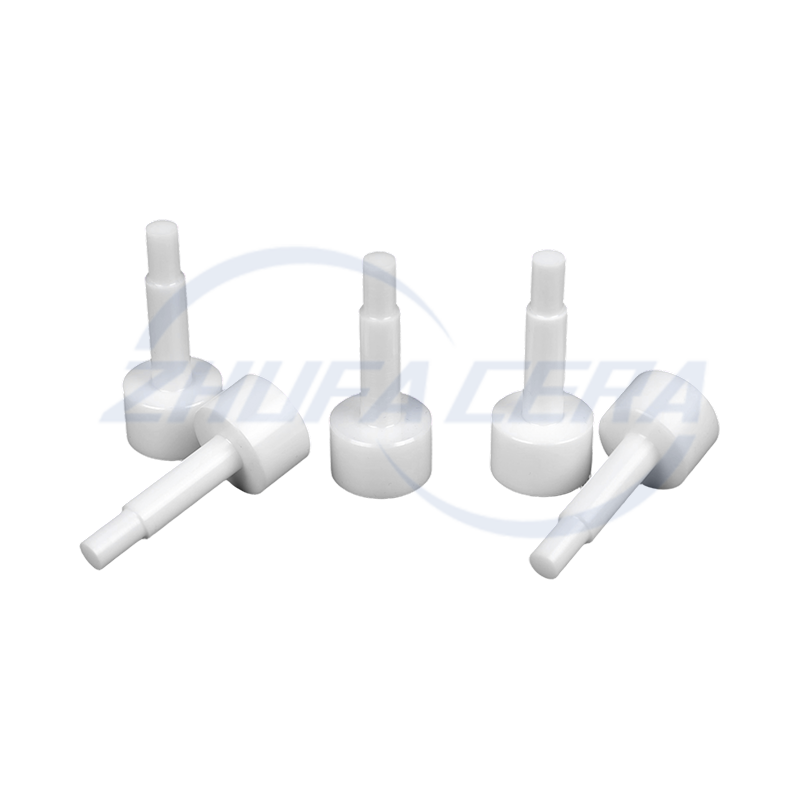
一、两大工艺原理与核心特性全解析1. 干压成型:高效量产的标准化选择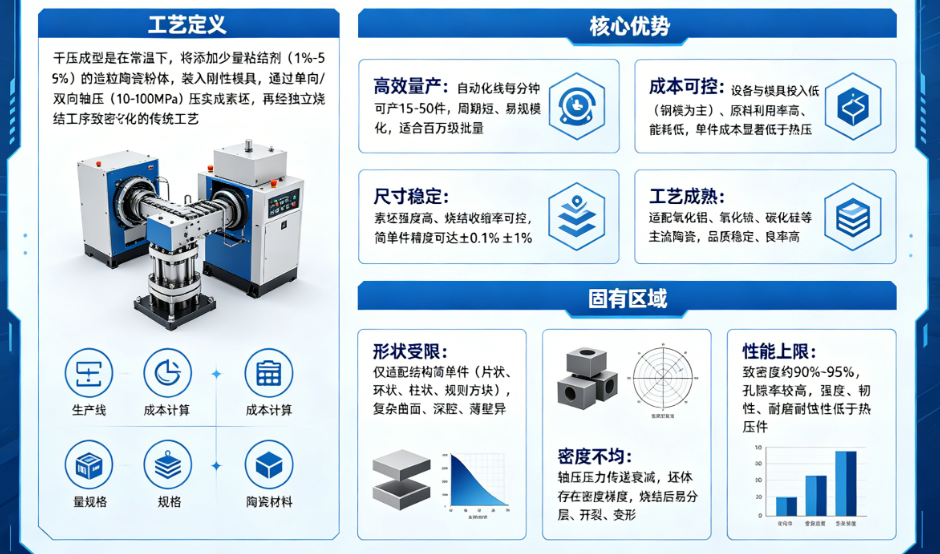 2. 热压成型工艺定义热压是成型与烧结一体化的先进工艺:在真空 / 保护气氛中,将粉体装入耐高温模具(石墨为主),同步施加高温(1400-2200℃)+ 高压(20-40MPa),粉体在热塑流动中快速致密化,一步成型近全致密陶瓷。 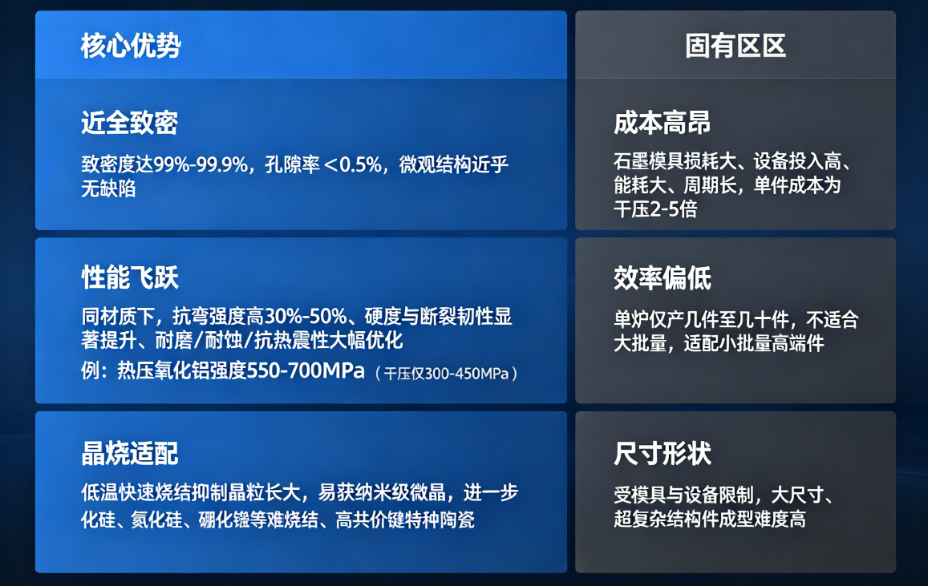 二、干压 vs 热压:核心维度对比表
三、选型决策5 大核心判断维度1. 看产品性能要求(首要决策)选干压:通用工业场景,要求中等强度、耐磨、绝缘,无极端高温 / 高压 / 强腐蚀 / 高冲击。例:普通机械衬套、绝缘垫片、常规密封环、半导体结构件。 选热压:极致性能场景,要求超高强度、高韧性、近零孔隙、超耐磨耐蚀、耐高温蠕变。例:航空航天部件、高端切削刀具、石油钻探喷嘴、汽车发动机精密件、防弹装甲、半导体晶圆吸盘。 2. 看产品结构复杂度
3. 看生产批量与成本
4. 看材质体系
5. 看使用工况
四、总结:工艺无优劣,适配即最优选择正确的成型工艺,就是为您的产品筑牢性能与成本的双重基石。 |
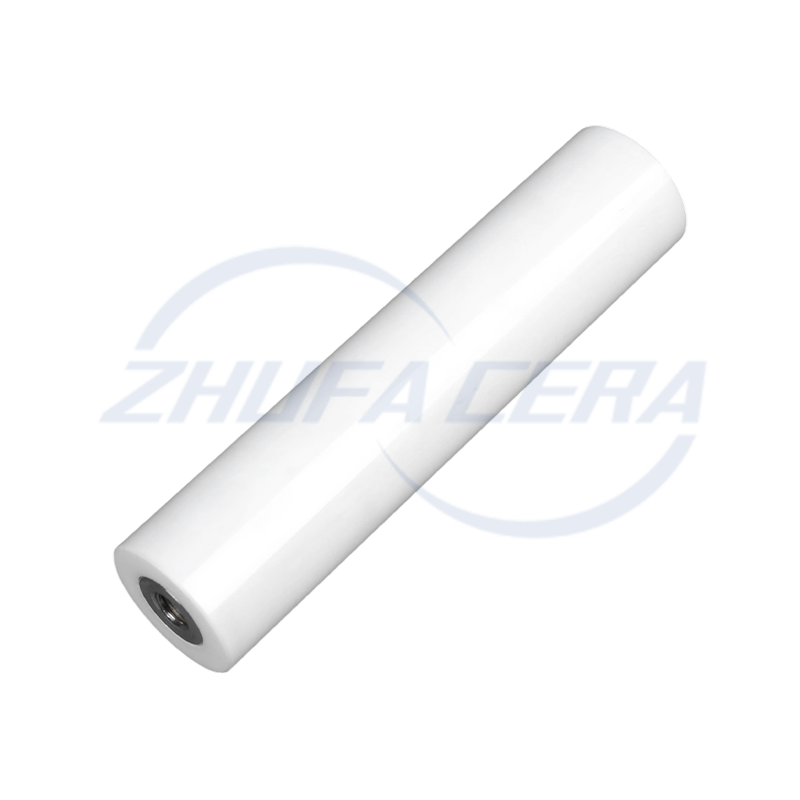
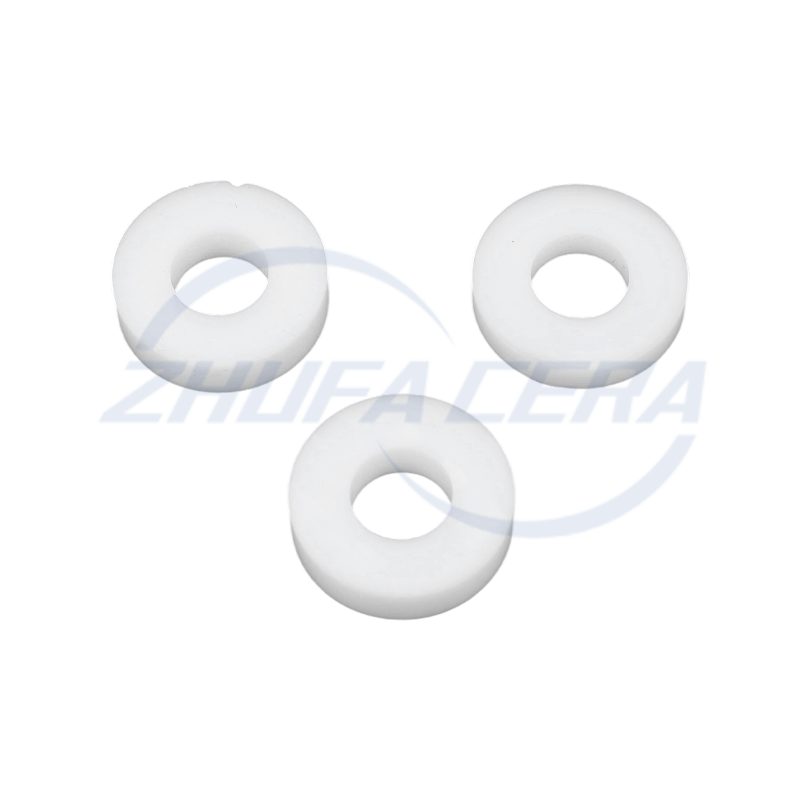
黑色碳化硅陶瓷环是一种高性能的工程陶瓷组件,由高纯度的碳化硅通过精密成型和高温烧结制成。其四方晶体结构赋予该材料较高的机械强度(>1000 MPa)和断裂韧性,硬度超过莫氏9,耐磨性远超金属和普通陶瓷。深黑色的外观源于在烧结过程中精确控制晶相结构,这不仅增强了材料的密度,还显著提高了其高温耐受性(长期使用温度≥800℃)。该陶瓷环具有较低的摩擦系数、化学耐腐蚀性(耐强酸、强碱)和绝缘性能,适...
查看详细信息